TECHNOLOGIA KLEJENIA KIESZENI BRYZGOSZCZELNYCH
Kolejne etapy wykonywania kieszeni klejonych, gbryzgoszczelnych podane są w poniższym opracowaniu.
1.Technologia cięcia laserowego

Ploter laserowy ProLaser EUJG12560-N80N50-VT Plotery laserowe EUJG 12560 są produkowane w formacie roboczym 1250 x 600 mm i oferowane z tubami szklanymi chińskimi CO2 o mocy 80 W (cięcie) i 50 W (grawerowanie). W maszynie zainstalowany jest system podwójnego zasilania z dwoma tubami laserowymi o mocy 80 W i 50W, system opuszczanego stołu, oraz opcjonalnie przystawka do elementów okrągłych.
2.Wstępne mocowanie taśmy filmu klejowego z pozycjonowaniem.

Przyrząd do wstępnego, termicznego, punkowego mocowania elementów klejonych w celu właściwego pozycjonowania względem elementu odzieży.
3.Bezszwowe, termiczne łączenie klejonych elementów
Operację łączenia klejonych elementów prowadzimy na prasach termicznych ze specjalnie przygotowanymi głowicami, płytami prasującymi. W zależności od wielkości łączonych komponentów możemy dobrać odpowiedni rodzaj i wielkość prasy termicznej.

4.Proces bezszwowego mocowania zamka.
Operację bezszwowego wklejania zamka błyskawicznego realizujemy na prasach termicznych z przygotowanymi wcześniej stemplami, gdzie kształt wycięcia w stemplu odpowiada kształtowi i rozmiarowi wklejanego zamka.

Poniżej pokazane są kolejne etapu wykonania przykładowej kieszeni wraz z opisem.

Krawędź materiału obrabiana poprzez wycinanie na ploterze laserowym. Wewnętrzne wycięcie wykonane laserem. W to miejsce powinien zostać wpasowany element zamka w późniejszym procesie technologicznym.
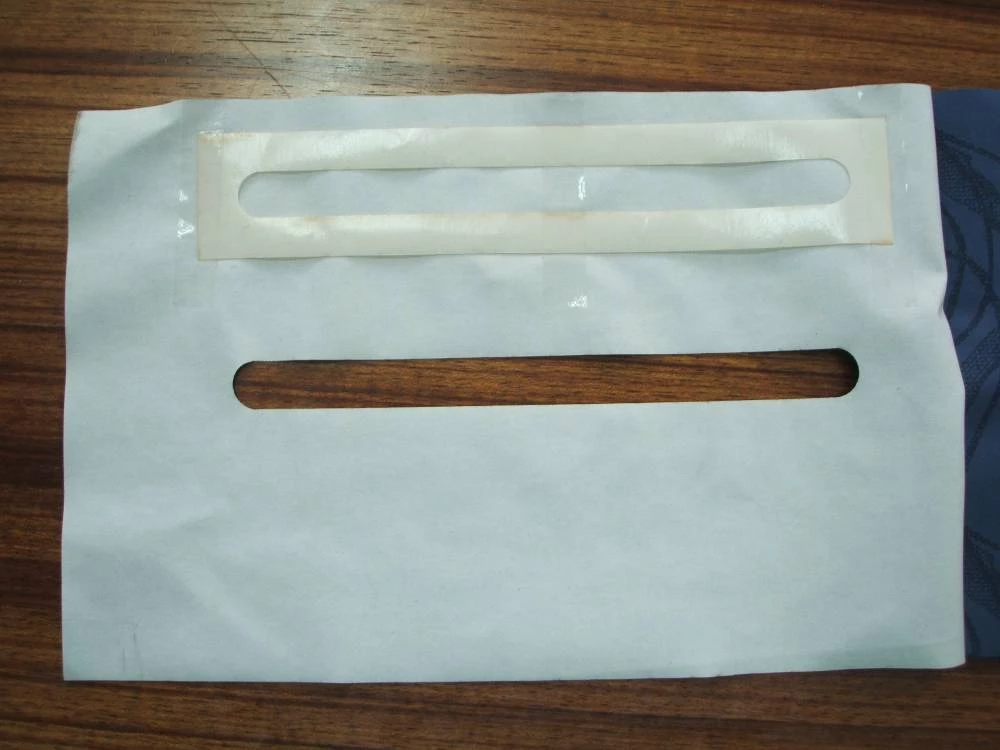
Wewnętrzna strona materiału. Biały, wycięty element jest to taśma kleju TPU do łączenia materiałów w procesach termicznych. Ten film klejowy wprowadzany jest pomiędzy dwie warstwy materiałów łączonych. Zarówno materiał zasadniczy jak również film klejowy wycinane są przy pomocy lasera zgodnie z projektem użytkownika.
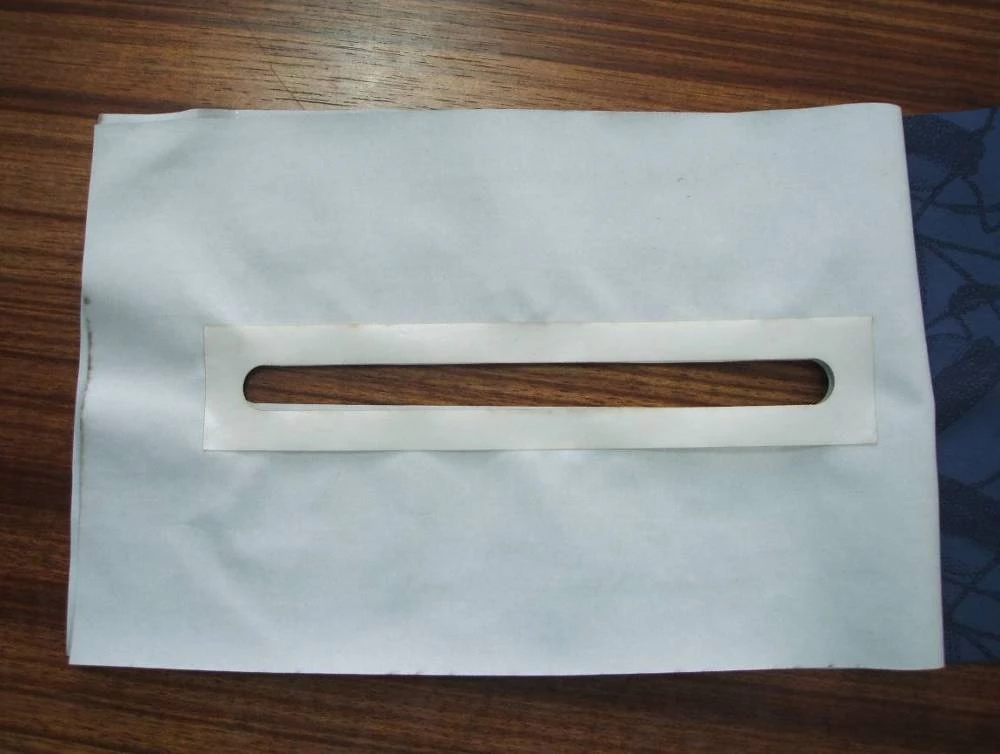
Po operacji laserowego wycinania materiału zasadniczego oraz taśmy kleju należy przeprowadzić proces łączenia obu warstw. W tym celu należy najpierw punktowo przymocować w kilku miejscach (czarne punkty na zdjęciu) klej do podłoża zapobiegając jego przesuwaniu się a następnie należy tak przygotowane elementy umieścić na prasie termicznej o polu pracy gwarantującym umieszczenie element I skuteczne zgrzanie.

Po zgrzaniu obu elementów tzn. materiału i kleju razem należy usunąć ochronną warstwę papieru z warstwy przygrzanego kleju.

Nakładamy na warstwę kleju ucięty na odpowiednią długość element zamka. Mocujemy miejscowo w kilku punktach tak aby zapobiec przemieszczaniu się względem siebie. Następnie umieszczamy całość na prasie.

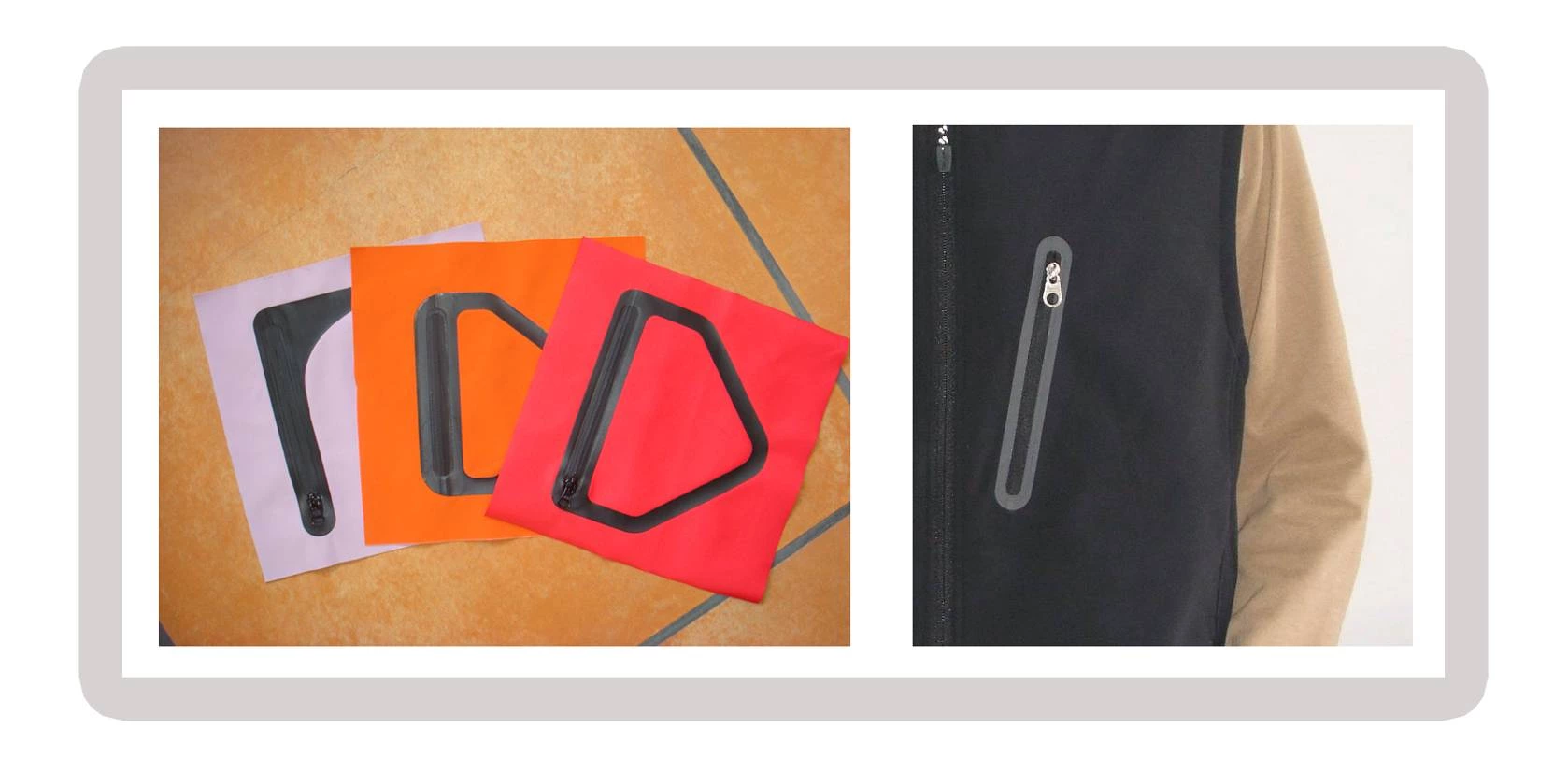
Efekt końcowy.
Dostępne są różne rodzaje zamków błyskawicznych do dalszej obróbki.


Różnorodne zastosowania tej technologii